In industrial piping systems, temperature changes, vibration, and mechanical movement can create stress that affects pipeline stability and service life. A Non-metallic Pipe Compensator is designed to absorb thermal expansion, reduce vibration, and improve the flexibility of piping systems.

Silicone rubber tube has become a core component in food, medical, chemical, automotive and machinery industries due to its excellent high and low temperature resistance, physiological inertia, corrosion resistance and durability.

Rectangular fan rubber soft connections are crucial components in HVAC systems, designed to reduce vibrations and noise, ensuring the longevity of your equipment. In this article, we’ll dive into the benefits, installation, and key considerations when choosing the right soft connection for your system.

Soft Bellow Expansion Connections are critical components in modern piping systems, designed to absorb movement, reduce vibration, and compensate for thermal expansion. This comprehensive guide explores their structure, benefits, applications, and selection criteria. With insights inspired by industry practices and solutions offered by Fushuo, this article helps engineers, procurement managers, and industrial professionals understand why these flexible connectors are indispensable for improving system longevity, safety, and efficiency.

Soft Bellow Expansion Connections play a crucial role in modern piping systems by absorbing vibration, compensating for thermal expansion, and reducing noise. This comprehensive guide explores their structure, working principles, applications, benefits, and selection criteria. With insights inspired by Fushuo’s product expertise, this article helps engineers, procurement specialists, and industry professionals make informed decisions when choosing the right expansion joint for their systems.

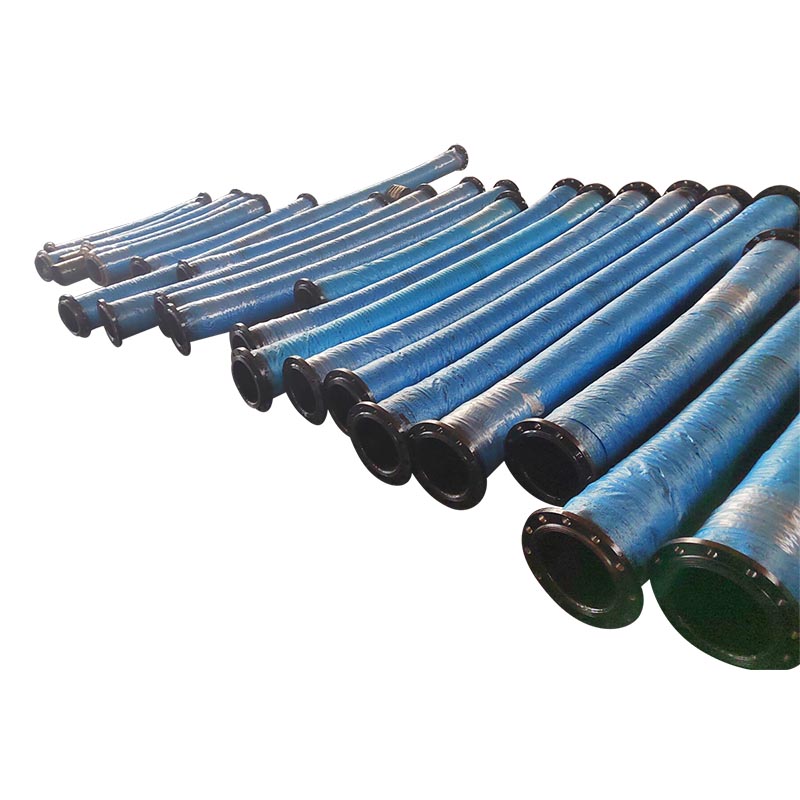
Cloth rubber tubes are widely used in industrial fluid transportation systems due to their excellent durability, pressure resistance, and flexibility. By integrating textile reinforcement layers into rubber tubing, manufacturers create a composite structure capable of handling demanding working environments. This article explains how cloth rubber tubes work, their structural design, major benefits, common industrial applications, and how to choose the right specification for your needs. It also addresses common customer concerns such as durability, pressure tolerance, and maintenance.