In modern marine construction, port expansion, mining operations, and land reclamation projects, the efficiency of sediment removal directly determines the speed and quality of the entire process. A suction mud rubber tube plays a crucial role in ensuring smooth material transfer, whether it involves transporting slurry, silt, sand, or a mixture of gravel and mud.

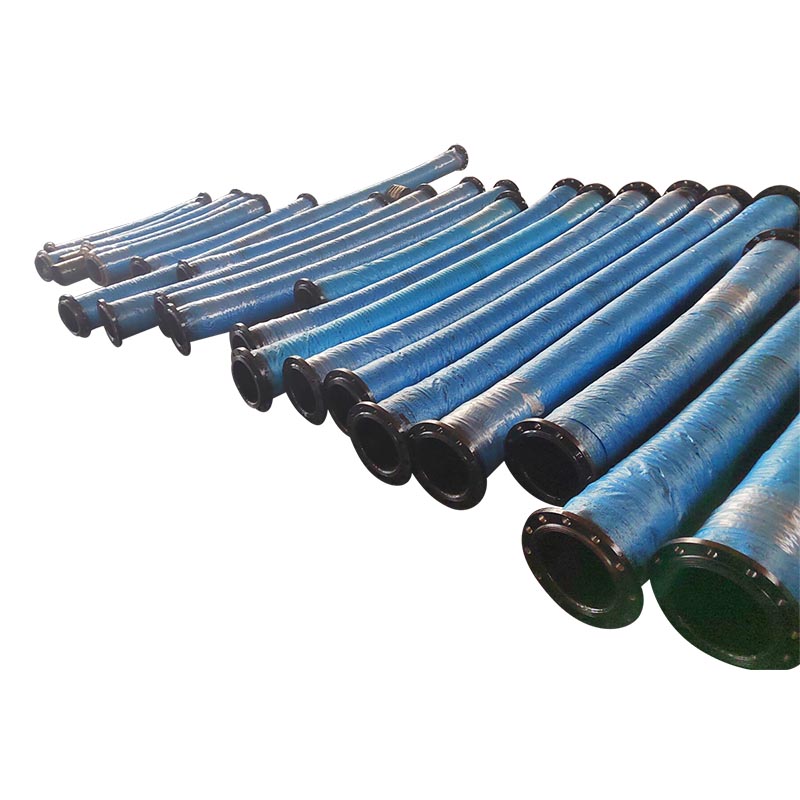
At its core, a suction mud rubber tube is a highly flexible, durable, and abrasion-resistant pipeline designed to withstand harsh environments. Unlike rigid steel pipelines that are prone to damage and less adaptable to dynamic conditions, rubber tubes offer exceptional maneuverability. This flexibility allows dredging equipment to operate efficiently even in shallow or uneven waters, reducing downtime caused by pipe fractures or blockages.
The tube structure usually combines several reinforced layers to deliver maximum strength and durability. The innermost lining is specifically engineered to resist abrasion from sharp sand particles or rocks, while the outer layer protects against seawater corrosion, ultraviolet radiation, and external impacts. Between these, a fabric or steel wire reinforcement layer ensures the tube maintains structural stability under pressure fluctuations.
In practical applications, the suction mud rubber tube connects dredging pumps to discharge systems, enabling continuous slurry transfer over long distances. Its lightweight and easy-to-install features make it the preferred choice for contractors working under tight deadlines and demanding conditions. By reducing maintenance costs, minimizing leak risks, and ensuring a consistent material flow, the tube contributes significantly to overall project efficiency.
To better understand the professional advantages of a suction mud rubber tube, it is essential to examine its technical parameters. These specifications ensure that the tube performs reliably under different project conditions, from dredging rivers to offshore engineering works.
Below is a professional breakdown of standard parameters for a high-performance suction mud rubber tube:
| Parameter | Specification Range | Functionality Explanation |
|---|---|---|
| Inner Diameter (ID) | 150mm – 1200mm | Matches dredging pumps and slurry discharge requirements |
| Working Pressure | 10 – 30 Bar | Ensures safe transfer of slurry under different depths and suction levels |
| Burst Pressure | ≥ 3 times working pressure | Provides safety margin against unexpected surges |
| Tube Inner Layer | High abrasion-resistant synthetic rubber | Protects against wear from sharp sand, gravel, and mud |
| Reinforcement Layer | High-tensile synthetic fabric with steel wire spirals | Guarantees tube strength and shape retention |
| Tube Outer Layer | Weather, seawater, and ozone-resistant rubber | Protects from environmental and mechanical damage |
| Operating Temperature Range | -20°C to +80°C | Adapts to diverse climates and dredging conditions |
| Bend Radius | 5–10 times the inner diameter | Provides high flexibility during installation and operation |
| Length | Standard 1m – 11.8m, customizable on demand | Meets diverse project requirements |
These technical features highlight why suction mud rubber tubes are widely chosen in dredging operations:
High Abrasion Resistance: Prolongs service life even when transporting heavy gravel or sharp sand.
Excellent Flexibility: Simplifies handling and installation compared to rigid steel pipelines.
Corrosion Resistance: Performs reliably in seawater environments, reducing replacement costs.
Enhanced Safety Margin: Reinforced design minimizes risk of burst or leakage.
Customization: Inner diameter, pressure levels, and length can be tailored to specific projects.
Through these parameters, engineers and contractors gain confidence that their dredging operations will proceed without costly interruptions.
The versatility of suction mud rubber tubes allows them to be widely used in multiple industries beyond dredging. Understanding how these tubes support industrial applications can help buyers select the right product for their projects.
Suction mud rubber tubes are the backbone of dredging systems, transferring large volumes of sediment efficiently. Whether expanding a harbor, constructing artificial islands, or maintaining river navigability, these tubes ensure a smooth flow of slurry to designated discharge points. Their adaptability makes them ideal for both cutter suction dredgers and trailing suction hopper dredgers.
In mining, slurry pipelines are used to transport mixtures of ore, sand, and water. Rubber tubes minimize wear and tear compared to metal pipes, ensuring longer service life in abrasive conditions. Their flexibility also allows for easy movement in remote or rough terrains.
Power plants often use slurry pipelines to dispose of ash or other residues. Suction mud rubber tubes are reliable for handling waste materials in a safe, leak-free manner. Their chemical resistance further enhances performance in such harsh applications.
Beyond heavy industries, these tubes also find applications in large-scale irrigation, where water mixed with soil needs to be redirected. Their lightweight construction makes them practical for agricultural field use.
Through these wide-ranging applications, suction mud rubber tubes have proven to be indispensable in industries where continuous material transport is vital. Their ability to combine flexibility, durability, and efficiency positions them as the preferred solution worldwide.
To help contractors, engineers, and procurement specialists make informed decisions, let us address two frequently asked questions about suction mud rubber tubes.
Q1: How do I choose the right suction mud rubber tube for my project?
The selection depends on multiple factors including inner diameter compatibility with your dredging pump, working pressure requirements, type of materials transported (fine silt, sand, gravel), and environmental conditions. For example, if your project involves highly abrasive slurry, choose a tube with extra-thick inner lining and higher pressure resistance. Customization from reliable manufacturers ensures a perfect fit for specific operational needs.
Q2: How long does a suction mud rubber tube typically last in dredging operations?
Service life varies depending on working conditions and maintenance practices. On average, a high-quality tube can last between 1 to 3 years in continuous dredging operations. Proper rinsing after each use, correct storage, and avoiding excessive bending can significantly extend its lifespan. Choosing a tube with reinforced layers and abrasion-resistant rubber lining is critical for long-term performance.
The suction mud rubber tube is far more than just a pipeline—it is a key enabler of efficiency in dredging, mining, power generation, and many other industries. Its adaptability, strength, and cost-effectiveness provide long-term value for demanding projects worldwide. Contractors looking for reliable solutions can rely on manufacturers who combine technical expertise with strict quality standards.
One such trusted brand is Fushuo, known for producing high-performance suction mud rubber tubes that meet global industry standards. Their commitment to durability and customization ensures that every project, from harbor dredging to offshore reclamation, benefits from maximum efficiency. To explore more about how Fushuo products can support your specific needs, feel free to contact us today and discover tailored solutions for your dredging operations.